量具小常識之千分尺篇
你對三豐的千分尺了解多少呢?
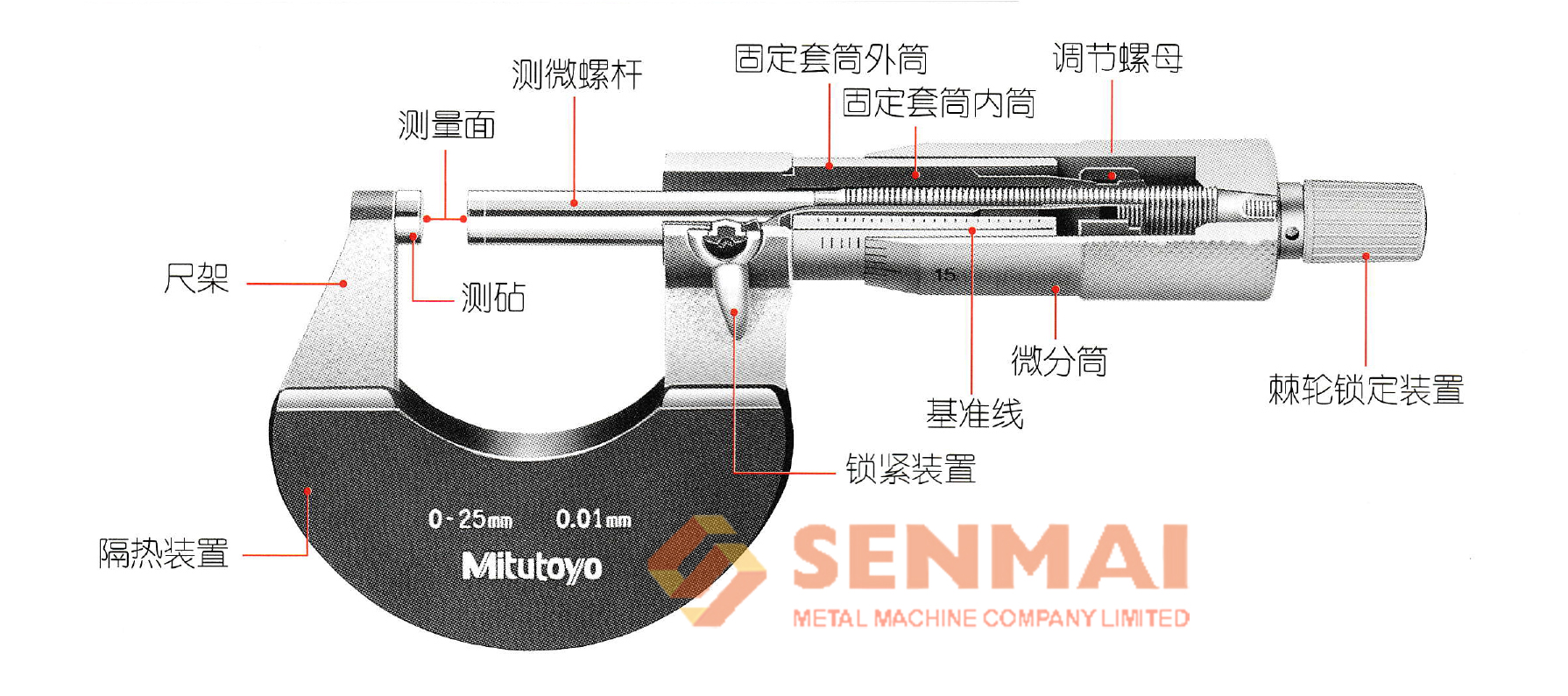
標準外徑千分尺解剖圖。
數顯外徑千分尺解剖圖。

你知道確認一把量具需要知道哪些東西嗎?
①精度、②測量范圍、③標準、④刻度/數量
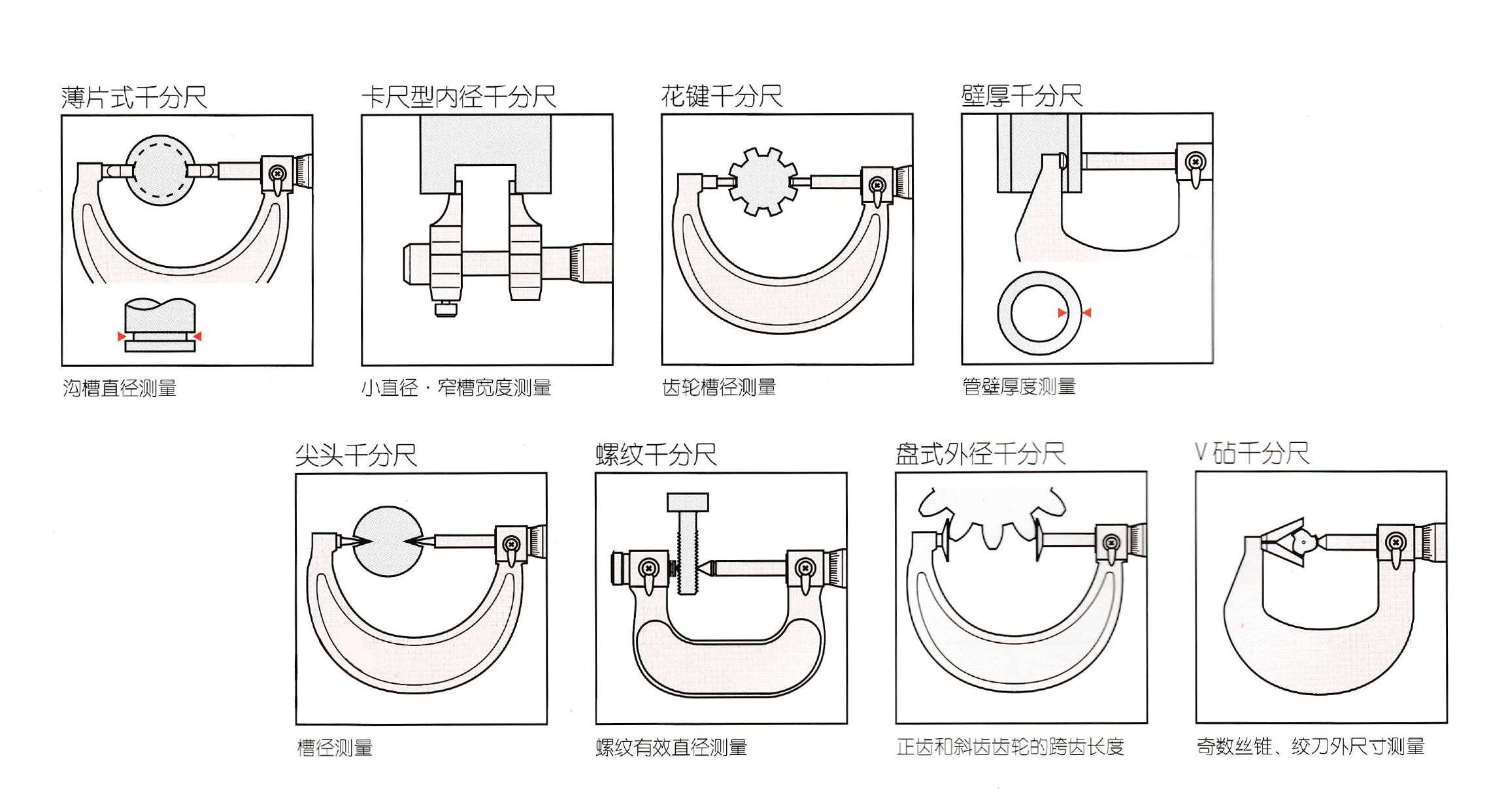
千分尺的種類以及用途繁多,你知道不同的千分尺能測量什么不同的工件嗎?
看看這張專用千分尺應用圖。
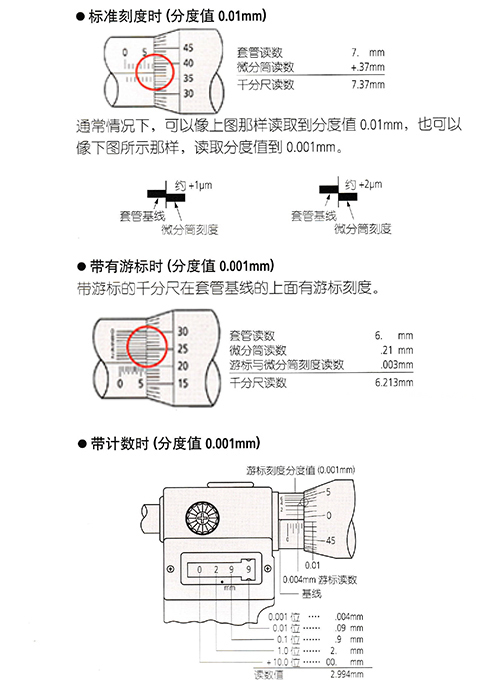
你知道外徑千分尺應該怎么讀數嗎?
讀數先讀套筒,再讀微分筒。
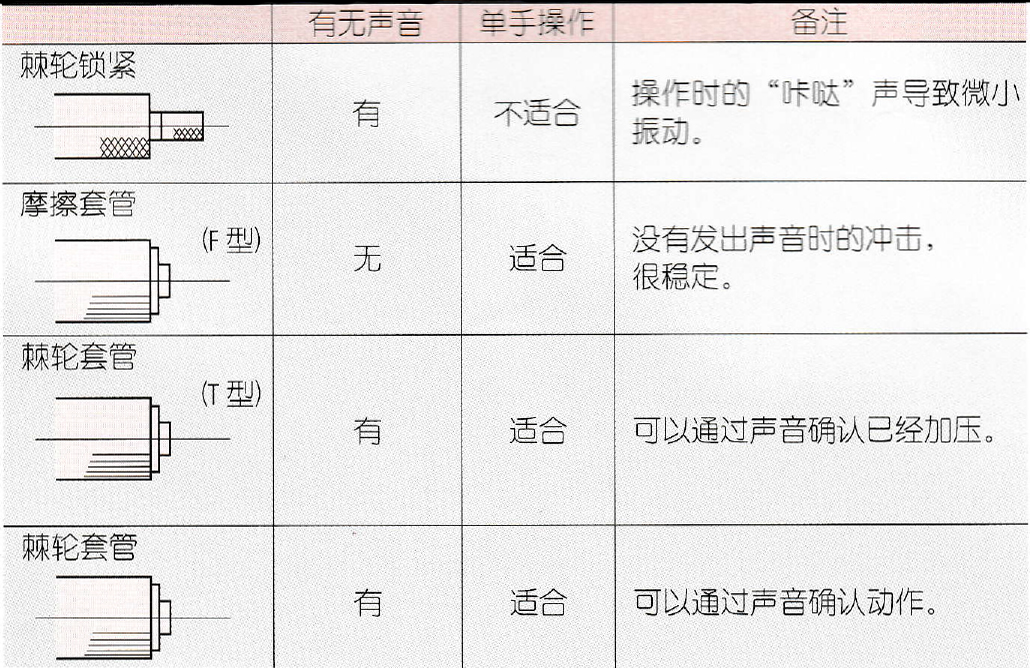
定壓裝置
測量面的詳細形狀

以上圖形用于描述說明,并非按比例繪制。
你知道千分尺有多少種引起測量誤差的情況嗎?
1、因時差而引起的誤差。
是指以有兩個刻度面的階差,從刻度線的相對一致來讀數據時,由于眼睛的位置關系,其一致的程度不同而引起的誤差。

2、因溫度變化產生的千分尺與基準桿的伸縮差。

3、因溫度變化產生的基準桿的伸縮。
(相對于200mm 20°C)

以手心溫度分別為21°C,27°C,31°C的3人,分別手握基準桿測量其伸縮變化比例
測量會出現誤差,那么我們要怎么處理誤差呢?
千分尺精度誤差大,我們可以夾一張白紙擦拭測量面的污垢,如果再次測量依舊是測量精度誤差大,那么就要找專業的三豐人員幫助你檢測和維修。
阿貝原理

阿貝原理即:當刻度與測量軸線平型時才能達到最大精確度。這是因為任何由于測器測量爪的移動而導致的相對角度的變化如千分尺測頭位移,都無法被儀器刻度測量出來,這就是阿貝原誤差(如圖)。
螺桿垂直誤差:側微螺桿的操縱和測力的變化都會導致誤差q,并會隨著R的增加而增大。
虎克定律
在彈性限度內,物體的變形跟引起變形的外力成正比的定律。
改變制成位置情況下的變化(單位:μm)

由于測量數值支撐點與最大測量長度變動,建議使用本儀器時按實際應用中選取的方向作零點調整。
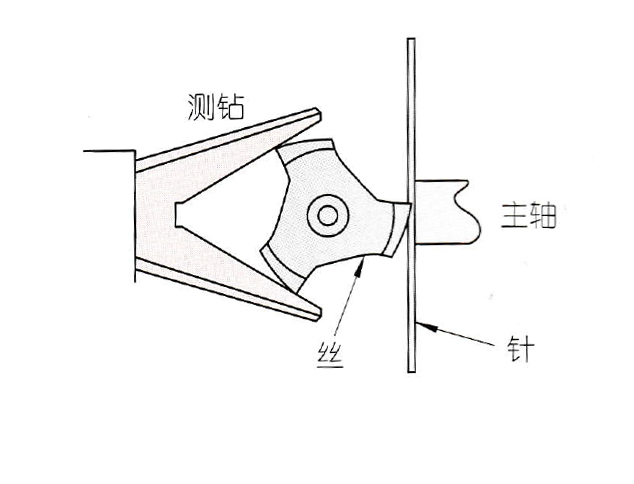
三針測量法
螺紋測量中的三針測量方法:螺紋的有限直徑可利用下圖所示接觸螺桿的三針測量。有效直徑的計算可利用公式(1)或(2)

有限直徑的計算公式:
米制螺紋、統一標準螺紋時(60°)
E=M-3d+0.866025P ...(1)
惠式螺紋時(55°)
E=M-3.16568d+0.960491P ...(2)
P:螺紋的間距(為統一標準螺紋時,將英制換算為公制)
d:三針徑
E:有效直徑
M:包含三針的外徑測量尺寸

螺紋測量中的單針方法:用V型千分尺的單針法可以測量絲錐中的中徑。這個方法利用兩次測量和一次計算得到的M值與三針法得到的M值相等。
M1:單針法千分尺讀數(mm)
D:絲錐的外徑(mm)
三個槽:M=3M1-1.23606D
五個槽:M=2.2360M1-1.23606D
然后把M帶公式(1)或(2),計算有效直徑E。
通過平型平晶干涉條紋可檢測平行度
首先使平面平晶緊貼測砧的測量面。館擦好在測力作用下心軸方向產生的平行度約為1μm。
通過平平晶的干涉條紋可檢測平面度
平面度克利用倚靠測量面的光學平晶估算。計算在白光中測量面上觀察到的紅色干涉條紋的個數。每一個條紋帶表高度的半個波長差(對紅色而言其值為0.32μm)。